


Helmut Mathes
Es wird in letzter Zeit im Hinblick auf »Print 4.0« viel über autonomes Drucken geschrieben und gesprochen. Die Druckmaschinen schalten ab, sobald die eingegebene Auflage erreicht ist, wobei die Druckqualität automatisch kontrolliert und konstant gehalten wird. Dies setzt aber auch voraus, dass gewisse Regeln und Normen überprüft werden ob sie noch wirklich gültig sind.
Beim Druck spielt die Faserlaufrichtung von Papier und Karton im Allgemeinen keine große Rolle – wenn man vom Bücher und Verpackungsdruck absieht. Beim Druck von Büchern und Faltschachteln jedoch muss die Faserlaufrichtung von Papier und Karton stimmen, wobei die Probleme kaum beim Druck auftreten, wohl aber in der Buchbinderei oder bei der Faltschachtelkonfektionierung. Beim Bücherdruck müssen die Fasern parallel zum Buchrücken laufen, um ein problemloses Aufschlagen der Seiten zu ermöglichen. Beim Faltschachteldruck ist es komplizierter, weil das Endprodukt ein dreidimensionaler Behälter ist, der erst im letzten Arbeitsgang befüllt wird, und verschiedene Formen und Masse hat.
Faltschachteldruck ist noch eine Domäne des Bogenoffsetdrucks, wobei man das Bogenformat und die Faserlaufrichtung wählen kann. Bei Schmalbahn-Bogen läuft die Faser parallel zur langen Bogenkante, bei Breitbahn-Bogen läuft die Faser parallel zur kurzen Bogenkante. Der Drucker wählt zumeist – vor allem bei größeren Formaten und dünneren Papieren/Kartons – Bogen mit der Faserlaufrichtung quer zur Druckrichtung (quer zum Druckzylinder), weil die Bogen eine größere Dimensionsstabilität besitzen in Bezug auf Schrumpfen und Auswalken.
Ein Bogendrucker platziert die Verpackungen beim Druck so auf dem Bogen, dass die Faserlaufrichtung stimmt. Beim Rollendruck sind folgende Beschränkungen zu beachten:
- die Fasern liegen immer in der Bahnlaufrichtung,
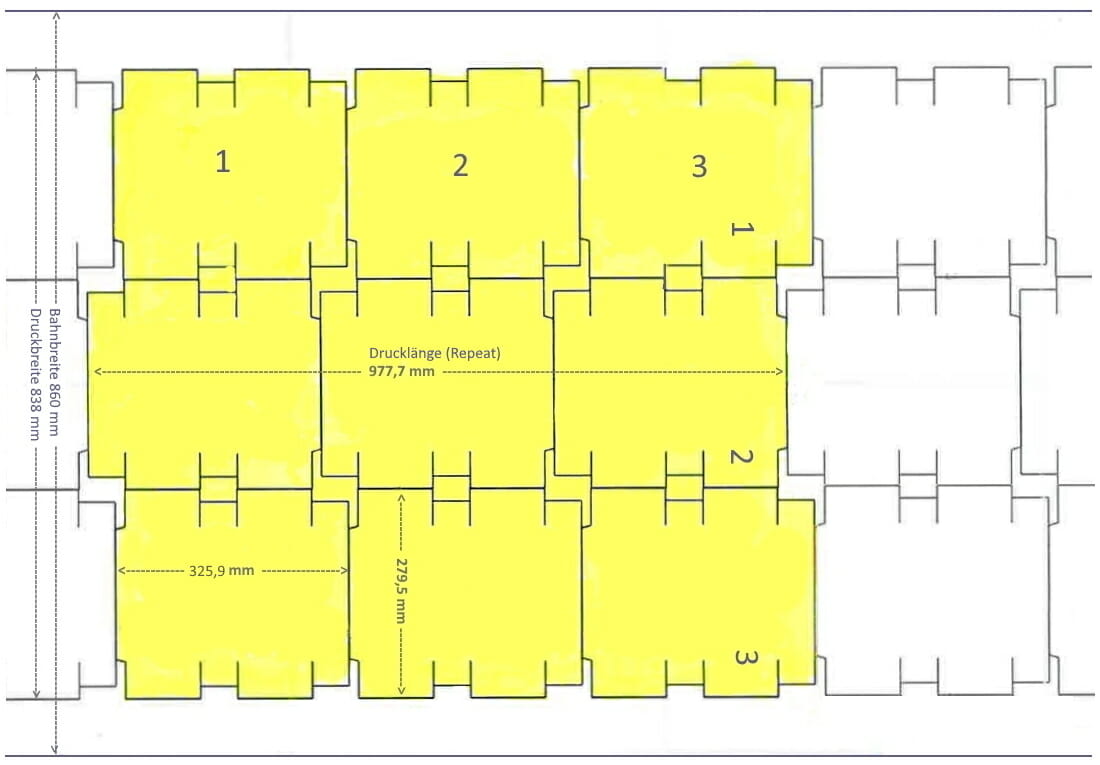
- die Druckmaschine hat eine maximale Bahnbreite; man kann aber bis zu 50% schmälere Bahnen fahren,
- die Druckumfangslängen sind im Flexodruck mit der modernen Sleevetechnologie und dem Direktantrieb in einem Bereich von 600–800 mm variabel,
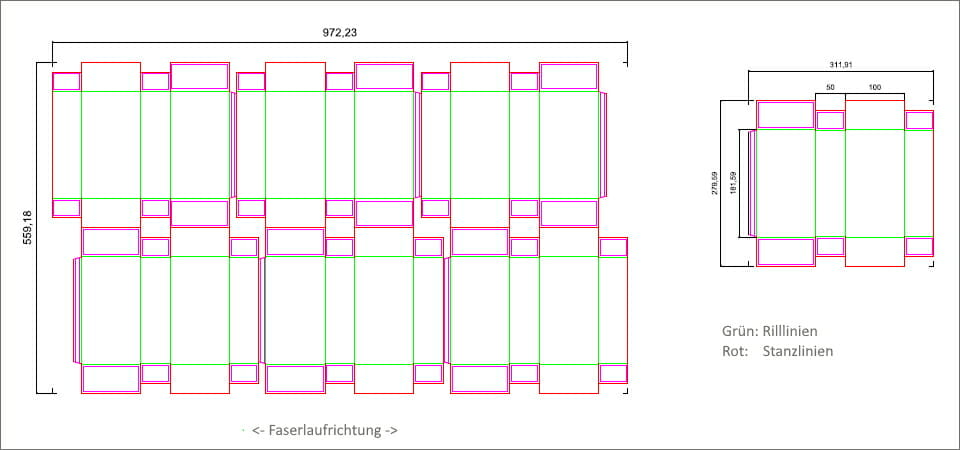
- Papierabfall durch Beschnitt kann durch entsprechendes Verschachteln der Verpackungen stark reduziert werden.
Natürlich haben Druckbogen mit Greiferrand und Bogenende mehr Beschnitt als Rollendrucke; weil der Rollenflexodruck einen »Endlosdruck« ermöglicht und damit auch die Inline-Stanzung – man produziert von der Rolle fertige Stanzlinge. Der Rollenoffset hat noch den Zylinderkanal für die Platten und die Gummitucheinspannung.
Die falsche Faserlaufrichtung zeigt sich bei der Faltschachtel vor allem in der Stabilität einer Schachtel, die im Extremfall nicht im Regal gestapelt werden kann, weil sie durch das Gewicht des Inhaltes zerquetscht und deformiert wird und aufplatzt. Bekanntermassen kann ein stärkerer Karton hier, bis zu einem gewissen Grad, Abhílfe schaffen. Aus der täglichen Praxis in vielen Betrieben und mit vielen Faltschachteln und den manuell angefertigten Falzmustern ist bekannt, dass die bekannte Standardregel – Faserlauf über die 4 Längsrillungen und Klebeleiste – nur bedingt zutrifft. Format und Form einer Schachtel spielen eine große Rolle, das Füllgut in der Verpackung, die Kartonstärke und die Kartonqualität. Viele Verpackungen haben interne Verstrebungen und Stützen, welche die Faserlaufrichtung nebensächlich machen. Wenn man sich vom Dogma der Faserlaufrichtung, befreit gibt es viele Möglichkeit der besseren Ausnutzung der Bahn und Bogen sowie höhere Produktionsleistungen. Das Problem ist, das die Drucksacheneinkäufer nicht bereit sind, das geringste Risiko einzugehen. Deren Alptraum ist, Verpackungen aus dem Regal nehmen zu müssen, weil sie zusammensacken; und das dürfe nie und nimmer passieren – Kosten spielten dabei keine Rolle – so sagt man zumindest.

Die Skizze eines Stanzlings zeigt die vier Seiten einer Pharmafaltschachtel im Hochformat (A B C D) mit den 4 Rill-Linien und der Klebeleiste. Dieser versandbereite Stanzling wird in der Falzklebelinie gefalzt (Rillung 1 und 3) und die Klebeleiste mit Schachtelteil D verklebt. Damit kann der Stanzling zum Kunden versandt werden. Der Kunde öffnet ihn in seiner Verpackungslinie den Stanzling und falzt damit Rillung 2 und 4 sowie die Querrillungen an Kopf und Fuss des Steck-Verschlusses beim Verschliessen.
Faltschachtelformate reichen von etwa 130 x 150 mm – Flachlage eines Stanzlings (z.B. Aspirin Verpackung 100 mm breit, 35 mm hoch und 20 mm tief) bis zu 880 x 950 mm flachliegender Stanzling eines 1-kg-Panettone-Kartons. In diesem Formatbereich liegen etwa 85% aller Faltschachteln, mit durchschnittlichen Auflagen von 20.000 bis 1 Million Schachteln. Daneben gibt es noch die Liquid-Verpackungen (z.B. Tetrapak, Elopak, Combibloc etc.). Diese ähneln Faltschachteln, bestehen aber aus Laminaten und werden zum Zeitpunkt der Befüllung aufgerichtet. Zigarettenverpackungen aus Karton sind Faltschachteln, bei denen die Faserrichtung keine Rolle spielt, die aber aus hochwertigeren Kartons bestehen.
Die Faserlaufrichtung fixiert die Nutzenzahl pro Druckformzylinderumdrehung was sich stark auf die Kosten auswirkt, sollte man den Mythos der Faserlaufrichtung nochmals überdenken; und die Drucksacheneinkäufer müssen ihr Mantra »Änderung an der bestehenden Produktionsmethode nur über unseren toten Körper – das sind wir unseren Kunden schuldig« überprüfen. Kaum ein Drucker wagt es, Änderungen vorzuschlagen, weil auf alle Zusicherungen und Kostenreduzierungen die Antwort stets »Nein« lautet – der Drucker läuft gegen eine Mauer – es sei denn, er würde Folgeschäden in unbegrenzter Höhe akzeptieren, um damit vieleicht einen Auftrag für einen Probeauflage zu erhalten.
Etliche Drucker sagen: Wenn wir den Rollendruck einführen – was wir ernsthaft in Betracht ziehen – und die Verpackungen in Linie drucken und stanzen (reel to blank), werden wir Versuche machen, denn dann haben wir sofort einen Vorteil. Bei den wenigen Druckern in Europa, die über solche Linien in Produktion verfügen, blieb es meist beim Lippenbekenntnis, da es sich als Herkulesarbeit herausstellt, dies im Markt durchzusetzen. Zudem sind mehre Inline-Systeme im Markt erforderlich – mit Druckern die bereit sind, gemeinsam etwas zu unternehmen. Es gibt weltweit um die 80 Breitbahnmaschinen mit Inline Stanzen für die Faltschachtelherstellung und um die 150 Schmalbahnmaschinen, wobei diese meist nur sporadisch für Faltschachteln vor allem für Pharma-, Kosmetik- und Whisky Verpackungen eingesetzt werden.
Bei den Schmalbahnmaschinen ist vor allem das Verarbeiten der Stanzlínge in den vollautomatischen Verpackungslinien der Großkonzerne ein Problem. Diese Linien, die bis zu 1000 Verpackungen pro Minute auswerfen, haben Probleme mit dem Aufrichten und Falten der Stanzlinge, wenn die Rillung mit Stanzblechen hergestellt wurde – wie auf schmalbahnigen Druckmaschinen (z.B. für Etiketten) üblich. Kein Produzent erlaubt Veränderungen an diesen Linien – es erfordert tagelanges Einstellen,um diese hohen Leistungen zu erreichen. Dabei wissen die Verantwortlichen, dass alle Stanzlinge die im Bogenoffset und mit Bobst-Stanzen hergestellt wurden, problemlos laufen.
Das sich die Inline-Systeme bisher – vor allem in Europa – noch nicht durchgesetzt haben, liegt daran, dass eine solche Linie die Produktionsleistung von 3 Bogenoffsetmaschinen und 4 Stanzen im Bogenformat (1000 x 1400 mm) anbietet. Wobei ist es bis zum Jahr 2000 nicht immer gelang, die Druckqualität des Offset- oder Tiefdrucks zu erreichen. Mit einer Flexodruckmaschine erreicht man heute die gleiche Druckqualität des Offsetdrucks, jedoch zu 10–30% niedrigeren Kosten.
Nachdem man sich jetzt auf die industrielle Fertigung »Print 4.0« ausrichtet, wird die Inline-Produktion zu einem Muss. In den nächsten 2–3 Jahren müsste sich etwas ändern, da im Bogenoffset keine weiteren Rationalisierungen und Kostenreduzierungen möglich sind. Der einzige Ausweg ist der Rollendruck auf Flexodruckmaschinen mit Inline-Stanzen und fertiger Auslage der Stanzlinge. Hier gibt es noch beachtliche Reserven bei der Kostenreduzierung, vor allem bei den großen Druckereien, wobei langfristig der Digitaldruck auch in die Faltschachtelproduktion eindringen wird mit dem Druck von der Rollen und dem Stanzen in Linie..



















